
- · 河南Y1Cr18Ni9不锈钢线材现货报价##有限公司
- · 东平800KW发电机出租--2分钟前更新【中动电力】
- · 河南周口项城金刚砂耐磨地坪材料
- · 西安市铅门电话联系方式欢迎询价#
- · 崇信县涂塑复合管 崇信县给水涂塑复合管 #2024更新中
- · 随州Q345D工字钢现货80*80*10角钢
- · 永州51B60合金钢厚板型号及价格
- · 尼勒克钢管厂通川机械结构用无缝钢管
- · 平城玻纤土工网格欢迎您
- · 上海博虎特钢X15CrMo12-1图片X15CrMo12-1——化学成分及用途
- · 临沂沂水发电车租赁型号齐全发电机出租公司--临沂沂水发电车租赁
- · 丹东-38CrMoA1原厂质保180.0199.2776
- · 沧州献县锯末燃烧颗粒实木颗粒吨包装
- · 江苏K90941注重质量
- · 无油泥感片材硅油加水比例高厂家直销河池环江
- · 台州20CrNi2Mo合金钢厂家直销20CrNi2Mo合金钢圆钢锻件
- · 广西出售机电步进式ZAF060-L2-70-K9-11可逆伺服变速箱
- · 中阳1X400电缆回收全新电缆回收2024价格表
- · 杭州S44097价格大幅让利!
新疆喀什积压电缆回收回收电缆/推荐回收电缆
对技巧是数控机床过程中,工作人员需要掌握的一种重要技能,因为对的度在很大程度上影响数控的工作效率和产品品质问题。所以,作为一名合格的工作人员,掌握对技巧是非常必要的。尽管我国数控机床自动化水平不断提高,但是对工艺依旧是数控机床不可缺少的环节之一,并且对质量是否准确,直接影响效率和质量,因此对数控机床中的对技巧予以掌握尤为必要。数控机床中对操作的必要性数控是使用计算机软件编定一些特定的程序,对所需要的部件进行自动化的一种技术。

废旧电缆利用方法
1.手工剥皮法:该法采用人工进行剥皮,效率低、成本高,而且工人的操作环境较差;
2.焚烧法:焚烧法是一种传统的方法,使废线缆的塑料皮燃烧,然后其中的铜,但产生的烟气污染极为严重,同时 ,在焚烧过程中铜线的表面严重氧化,降低了金属率,该法已经被各国严格禁止;
3.机械剥皮法:采用线缆剥皮机进行,该法仍需要人工操作,属半机械化,劳动强度大,效率低,而且只适用粗径线缆;
4.化学法:化学法废线缆技术是在上个世纪90年代提出的,一些 曾进行研究,我国在“八五”期间也进行过研究。该法有一个的缺点是产生的废液无法,对环境有较大的影响,故很少采用;
5.冷冻法:该法也是上个世纪九十年代提出的,采用液氮制冷剂,使废线缆在极低的温度下变脆,然后经过破碎和震动,使塑料皮与铜线段分离,我国在“八五”期间也曾经立项研究,但此法的缺点是成本高,难以进行工业化的生产
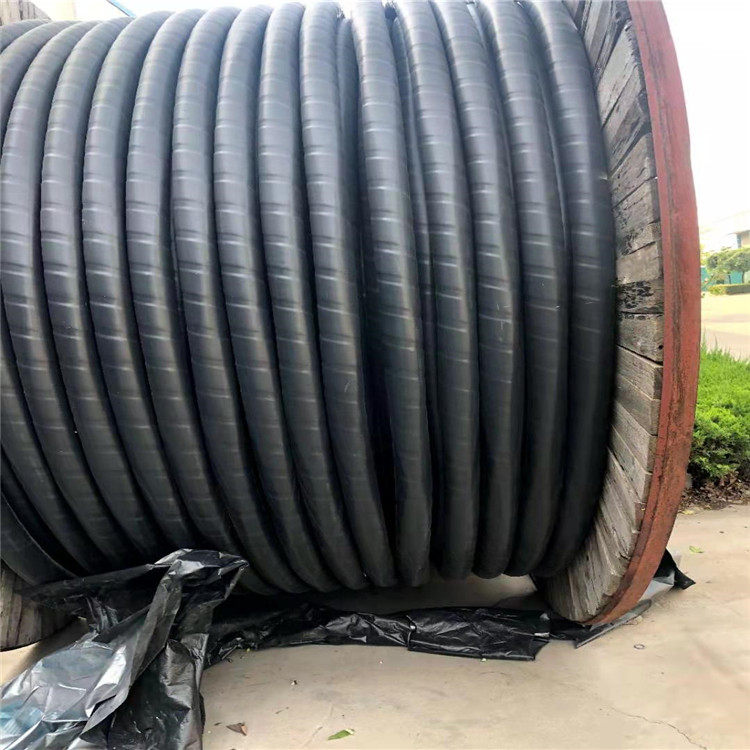
新疆喀什积压电缆电缆( /)电缆
不得不说,电线电缆的寿命的确是一个问题,因为随着社会的发展,电缆是逐渐受到人们关注的,那么我们就随着电线电缆来关注一下这些问题吧。YJV电缆也可以称为架空电缆,但是“架空”也不是随便架的。应当尽量的避免阳光的直晒以及人为的损坏,建议使用管道。YJV22铠装直埋电缆,直接敷设在电缆沟里控制的范围比较小,电缆沟的要定期进行潮湿程度的检查。即使电缆穿管道也要考虑到什么材料的管道,由于金属管会在烈日下产生高温,对电缆也是很大的损害。电线电缆超负荷使用。这种情况应该大多数都尝试过,多负荷了觉得没有问题,接着使用。等什么时候爆了才来更换。这样算起来你很不划算,不如提前就一根小型号的电线电缆。

在连接时,将电缆的COM头插入计算机的COM接口,电缆另端圆形插头插入PLC的编程口内。如果计算机没有COM接口,可选用FX-USB-AW电缆将计算机与PLC连接起来。在连接时,将电缆的USB头插入计算机的USB接口,电缆另一端圆形插头插入PLC的编程口内。当将FX-USB-AW电缆插到计算机USB接口时,还需要在计算机中这条电缆配带的驱动程序。驱动程序完成后,在计算机桌面上右击“我的计算机”,在出的菜单中选择“设备管理器”,出设备管理器窗口,。我一直认为,有了一定的plc基础之后,一定要学习语句表(STL),它会带你从PLC的内部,从一个全新的角度更进一步认识PLC。与定时器有关的STL指令,如所示。与定时器相关的STL指令首先,我们看看的程序在STL下的样子,如所示。在STL下编写定时器程序说明:与对应的STL程序实际上不包含红框中的内容。"FR"指令为"允许定时器再启动",这一功能仅在STL中支持,LAD或FBD中均无该功能。红框中的指令含义为:当I1.0=1时,定时器T0会再启动;绿框中指令的含义是:首先将时间预置值装载到累加器的低字中,当I1.4的上升沿到达时,一方面启动定时器T0,另一方面操作系统会自动的将累加器的低字中的内容装入定时器,作为其时间预置值。图所示为电动机的控制电路,即是一个识读电气图的实例。图电动机控制电路步。在该电气图中,两台三相电动机M1和M2的工作电路,即为主电路。这两台三相电动机起动装置的拉线方法,均为Y形(星形)起动法。辅助电路则为控制电路和照明电路。第二步。在识读主电路时,要弄清楚电动机是用什么元器件控制的。图中的电动机是用接触器控制的。当接触器KM1吸合时,电动机M1起动;当接触器KM2吸合时,电动机M2起动。第三步。稳压管WGl、WG2作为标准比较电压。2cW1稳压管稳压值为7.0~8.8Ⅴ,功耗为280mW2.检测桥的电路:当输入电J土UsrUwG时,稳压管工作,RR3上压降为Usr-UwG,所以Usc=UwG2-UR2=2UwG-Usr。稳定环节:由RRRRCC3组成防止系统振荡电路。移相触发环节:由单结晶体管BT33稳压管WG3(2CW20B稳压值13.5~17Ⅴ)、电阻RRR电容C三极管BGl和脉冲变压器BM组成触发电路。但是脉冲的计算和输出上,由于扫描周期存在,往往也会存在着滞后影响,如果用来控制一些执行机构,比如气缸来动作裁切动作,这样要考虑提前量的补偿问题。提醒一下,如果想用PLC来控制伺服或者步进系统,往往并不需要通过编码器反馈来判断位置,通过一些PLS指令之类的来发出位置脉冲给伺服驱动器,位置环在伺服驱动器内部构成就好,而PLC这边只是一个指令机构,并没有构成位置闭环,当然如果是专门模块控制,使用了NC之类的控制方式,是可以在里边构建位置闭环的。